- TOP
- RECアルミ鋳造
特許技術「RECアルミ鋳造」について
「KIMURAグループ」の特許技術である「RECアルミ鋳造」についてご紹介します。一般に、金型での製作手法は、高強度が欲しい場合は鍛造し、生産性や低コストを重視して金型を作る場合はダイカストするというのが常識でした。「RECアルミ鋳造」とは、鍛造の精度・品質とダイカストの低コストという双方のメリットを引き出す画期的な技術で、広島県呉市のKIMURAグループが特許を取得しています。
動画で紹介「RECアルミ鋳造」
従来のアルミダイカストの常識を覆す鋳巣が少ない製法
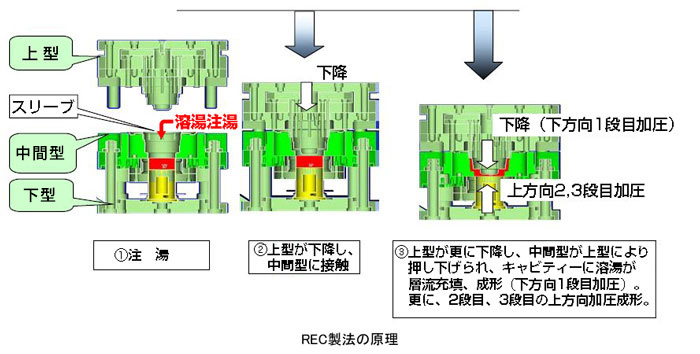
鋳造型を縦金型として中央にピストンを配置し、上型、中間型、下型を持つ3分割の金型による型締め動作だけで層流充填し、さらに型締めした後、ピストンによって加圧成形する画期的な成型法が「RECアルミ鋳造」。これにより、鋳造でありながら鋳巣の発生が少なく鍛造とそん色ない品質を確保しています。
海外含む特許取得済・そして2016年度Casting of The Year受賞(日本鋳造工学会)
-

海外含む特許取得
-

2016年度Casting of The Year受賞
RECアルミ鋳造の位置付け
鋳造に匹敵する品質でありながらダイカストに近い低コストを実現
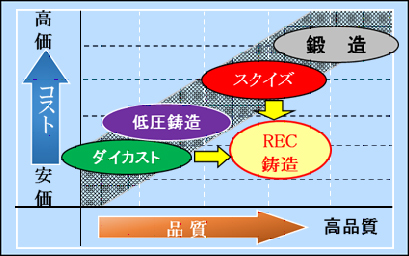
一般に、金型製作では、高強度が欲しい場合は鍛造で、生産性や低コストを重視して金型を作る場合はダイカストでというのが常識でした。RECアルミ鋳造とは、鍛造の精度・品質とダイカストの低コストという双方のメリットを引き出す革新的な製法です。
REC鋳造動作紹介
鋳造プレスを縦型として、自然の流れに近い層流充填を確保し、さらに型締め後上方向からのメイン加圧と、下からの多段加圧を行うことで、鋳巣のほとんどない高品質・高強度の鋳造品が得られるのが最大のメリット。高速・高精度なサーボモータ+油圧ハイブリッド加圧により下図のような加圧構成を用い、キャビティへ任意の充填速度とタイミングを与える点にこのプロセスの特色があります。
採用事例と製品事例
-
採用事例(課題・目的)
- 軽量化
- 不良品削減
- 切削加工表面鋳巣対策
- 性能向上
- 鋳巣対応での圧漏れ対策
- 鋳巣対応での効率アップ
- 工法置き換え
- 砂型、鋳造からのコストダウン
-
製品事例(応用製品)
- ケース
- スクロール
- 油圧ブレーキマニホールド
- ブラケット
- ロータ回転子
- アングル、レバー
- 油圧関係部品
ほか
REC鋳造品の4つの品質特長
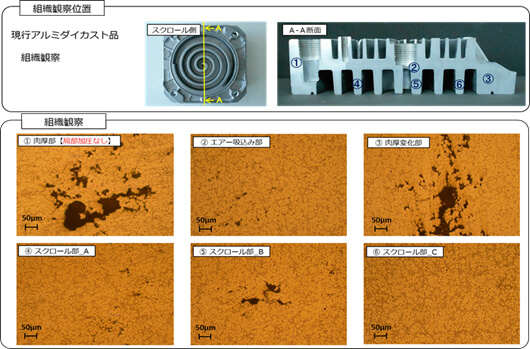
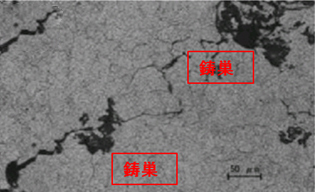
REC鋳造はダイカスト品に比べ鋳巣が非常に少ない
【同一形状での製法・品質比較】
-
ダイカスト品
-
REC鋳造品
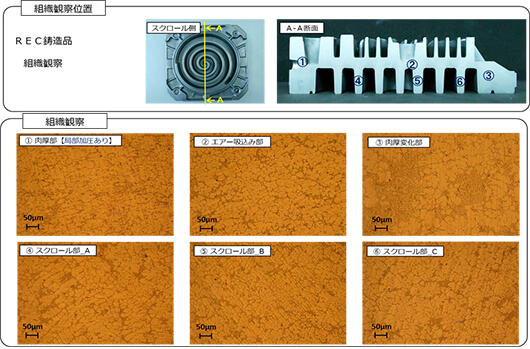
REC鋳造品は溶湯の近くでキャビティを形成するため、ダイカスト品のような強度のばらつきが少ない
【ADC12材で引張試験比較】
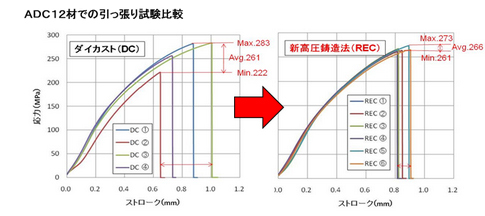
REC鋳造品はダイカスト品と比較して鋳巣が少なく密度が高く、効率が上がる
【ダイカストとREC鋳造との比較】

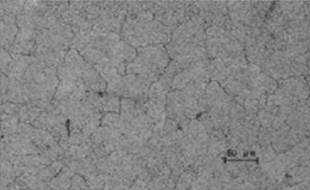
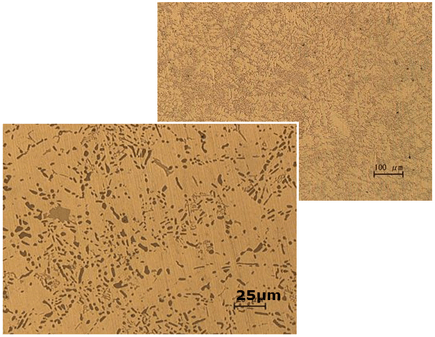
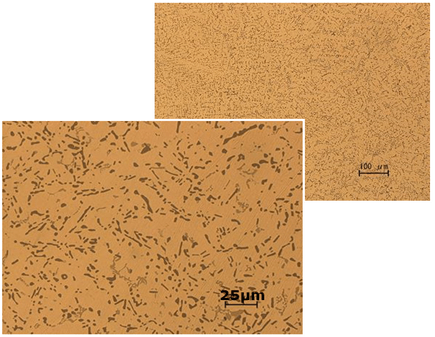
例:インダクションモータのロータ部分(アルミ回転子)
※表は左右にスクロールして確認することができます。
| 高さ方向中央 マクロ組織 | 高さ方向中央 ミクロ組織 (×200) |
純アルミ部 外観と比重 |
|
|---|---|---|---|
| ダイカスト | 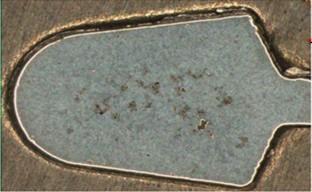 |
 |

ρ=2.645 |
| REC鋳造 | 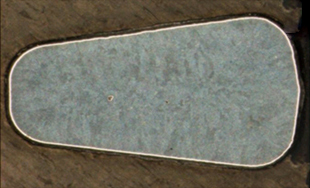 |
 |

ρ=2.681 |
REC鋳造はダイカスト製法と比較して高強度
【ADC12材での比較】
-
スクイズ
-
REC鋳造鋳造品
充填圧力をダイカストより高く設定できるため使用材料を選ばない
- REC鋳造で使用可能な材料
-
- 純アルミ(A1070相当)
- ダイカスト用アルミ(ADC12・ADC 5・ADC 6 ほか)
- ダイカスト用特殊材(NH41系試験実績あり)
- 鋳造用アルミ(AC4C・AC4CH・AC2B ほか)
- セラミック配合アルミ(40%まで試験実績あり)
REC鋳造装置の特長
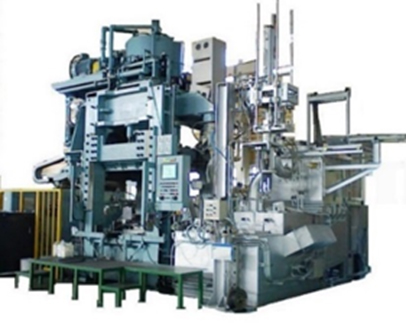
株式会社木村工業・東広島工場で500t機2台が稼働中です。
サーボ油圧ハイブリッド
サーボモータによる高速・高精度な位置決めと、油圧による高出力加圧を実現。
ハイサイクル
上型を横移動させることで、鋳造品取り出し後に上下金型への離型剤塗布と注湯を同時に行えることから生産効率の飛躍的向上(ハイサイクル)が実現。
システム化
細かい条件設定により各動作を一括処理でき、データの蓄積が可能。
環境配慮
通常ダイカストより溶湯温度が低く省エネ型であること、オーバーフローなどを小型できること、省電力型のサーボモータ、油圧ハイブリッド採用など、環境に配慮した設計が特徴。
- REC鋳造設備を販売しています
-
KIMURAグループでは、REC鋳造設備の外販も行っています。ご用命・お問い合わせはこちらからどうぞ。